KANBAN Autopal Ltd., a plant HLUK

The case study in pdf you can download here.
APPLICATION:
The logistic processes optimization, the KANBAN system
BRANCH:
Automotive
BENEFIT:
Using the simulation model was determined the optimum workers´ occupation of the individual operations and there were determined the optimum number of kanban cards in individual circuits and transport amount of individual components and there were proposed the best alternatives from the view of needed storage space.
About the company
Hanon Systems Autopal is located in Nový Jičín and it is the development center and the production leader of cooling and air conditioning technology, moulds and tools for automotive industry. With almost 4000 employees Hanon Systems Autopal operates developments centers which are focused on air conditioning. Among the important customers are for example these companies: Ford, PSA, General Motors, VW, Jaguar, Land Rover or Mercedes.
KANBAN Introducing
In the global market environment the effective production is the critical competitive weapon. But It has got created appropriate conditions – for example the appropriate manager system which needs quick and relevant information for the correct function. The dominant role are here mainly the systems for the operative management.
The decisive information for these organisations provide mainly the production management systems on which are placed demands like:
- Quick acces to managing information,
- Keeping the low level of stocks in a production system,
- The High flexibility and productivity,
- Short continuous times ect.
KANBAN system
Flexible systems of production management are basis of the effective production which is able to react to real customers´ orders and requirements.
One of these flexible solution is also the KANBAN system developed in the TOYOTA company.
This system uses the pull system. Using this system are produced only the products which a customer demands and in needed amount and time.
And what about the advantage? The KANBAN system is characteristic by the final benefit – direct benefits in a production.
Costs for introducing the KANBAN to a production is minimum as compared with other systems.
This reality is possible to support by results of german analysis which has been gained in 100 german companies where the KANBAN has been implemented:
- Stock reduction in a production by 60 – 90 %,
- Setting times reduction by 95 %,
- continuous production times curtailment by 50 – 80 %,
- area need reduction by 50 %,
- staff costs reduction by 60 %,
- quality costs reduction by 20 – 60%.
The main part of financial costs which are related to the KANBAN implementation is educational. Only a small part is related to the creation of system functionality – as KANBAN cards, boards and boxes.
Reasons for the management system KANBAN implementation
- implementing of KANBAN system began to realize reduction of production batches which causes more flexible reactions to customer needs,
- the smaller production batches mean less parts in a circuit, that decreases space needs and reduces losts at defect production, the productivity grows,
- lower requirements for space and lower loss from defected production – financial cost savings,
- the KANBAN system means the moving from „push“ to „pull“ material flow – that means to produce only if it exists an order,
- the KANBAN system helps to the production JIT (Just – in – Time) = the production in the time when we need it,
- this system is a simple visual management system.
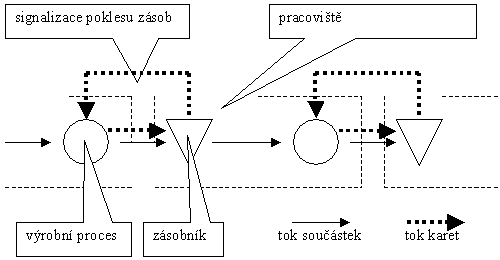
The principles of the KANBAN system
Precondition for effective management system KANBAN is the existence of the circuit between consumer and producer stage in the production process.
The information – material circuit creates the order (KANBAN card) which is delivered by a supplier and then returning the order with the material by customers.
The KANBAN system uses the signalisation of stock decrease lower than the setted level. This signalisation is the order to the start of production.
The picture represents the scheme of management principle which is used at the classical management system KANBAN
The KANBAN implementation in practice in the plant Autopal Hluk
As an example we can show you the implementation of the KANBAN system in the company Autopal Hluk, the project target was:
- to create the model (dynamic simulation) for the throughput verification of proposed line of coolers BA, CA
- to proceed the proposal of the most appropriate management philosophy at the proposed line by the KANBAN system
- to determine the most appropriate number of KANBAN circuits
- to find the optimum number of KANBAN cards for the determined production volume and structure
- to use the mode for the operational production management
DYNAMIC MODEL OF THE PRODUCTION PROCESS
On the basis of given input parametres there was created the dynamic simulation model in Witness 2001 (picture 1) This model takes account of all the specifics which have been entered by written or oral form.
There are mainly these specifics:
- the maximum production of the right machine for assemling bellow (60 pieces/hour),
- operation of two left machines for assembling bellow by only one worker,
- the principle of the tightness – one machine with two independent workplaces.
The simulation was divided to the two primary variants:
- the variant for the maximum production capacity of the line
- the variant for the needed production capacity of the line according to the given data
For both of these variants there was simulated the given workers´number and the optimum workers´ number according to the given production.
Picture 1 – the model of cooler production line

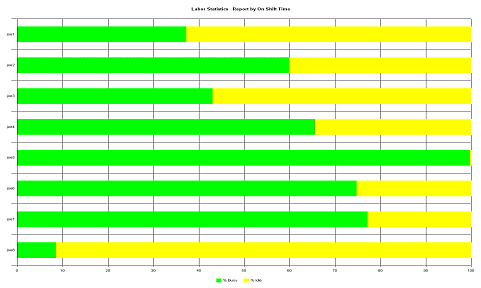
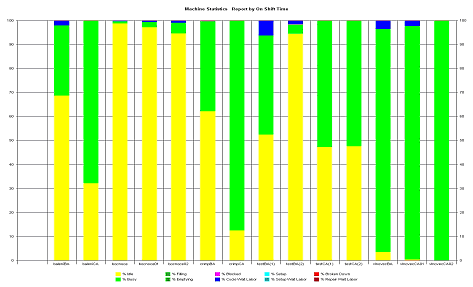
At the evaluation of the simulated variants were observed these parametres:
- machine utilization
- workers´ utilization
- the produced amount at given variants
Picture 2 – workers´ utilization at the variant 1.1
Picture 3 – machine utilization at the variant 1.1
IMPLEMENTATION OF THE KANBAN SYSTEM
The target of logistic application in a company is a mutual and interdisciplinary connection of functions which implement supplying, sequential order to the manufacturing and sales functions.
In a production system which the implementation of kanban refers to the expected stability of demand and range of manufactured products. For production in a conventional arrangement, this means a clear demand for manufacturing fixed number of equal parts per time unit and the production facility.
Production is the process of converting raw materials into semi-finished products to finished products. It is a fundamental process of the enterprise. However, from the perspective of the line, which is to be implemented KANBAN system it is necessary to emphasize that the meaningfulness of this implementation can only be in the completion of the integration of this system into the supply chain via external KANBAN. So circuits that connect the production line suppliers in the supply circuit (including storage) with customers the distribution circuit (including delivery).
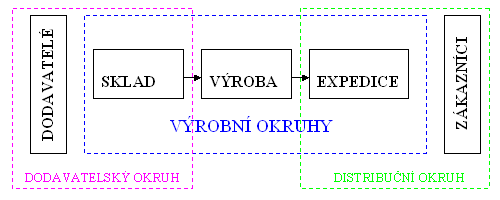
Individual KANBAN circuits at achieving full functionality implemented KANBAN system should include the entire process, including providing an external circuit connecting lines in the supply chain.
In the first phase of implementation, especially because of an unexpected demand for stability of the manufactured parts, the system has been put into practice only in internal circuits.
Given the importance of KANBAN functionality when connecting various phases of production and places, so called buffer stock, should propose only the number of circuits that are meaningful. That means that we propose the following circuits that can guarantee process control and invoke necessary by issuing an order requirement cards (KANBAN), and connect the places with the possible unevenness.
To the created model of cooler production BA, CA was implemented the management system KANBAN which contains these circuits:
- KANBAN circuit of alluminium scrolls
- KANBAN circuit of below cover (sidewall)
- KANBAN circuit of covers
- KANBAN circuit of plastic chamber
- KANBAN circuit of pipes
All circuits are arranged in the model so as to avoid supply disruptions or other influences with the adverse impact on the overall size of production.
The model for process improvement is designed so that in the event of changes in the production plan, changing the range could be flexibly altered. It is also prepared so that it can be completed by adjusting or cleaning operation.
Designed production management system KANBAN is divided into eight basic circuits (according to the material or product) where circulate KANBAN cards.
Using the simulation model was set the optimal occupancy of individual operations manpower and the circle along which they move and the determination of the number KANBAN cards of the circuits and the transport quantity of each component and designed in the best alternative from the viewpoint the required storage space.